Ремонт контактной сварки. Организация обслуживания контактных машин
Диагностика - бесплатная!
Мы обслуживаем и ремонтируем споттеры, машины точечной сварки, аппараты контактной сварки, клещи, конденсаторную сварку
Ремонт споттеров возможен на выезде и в сервисном центре!
 Сервисный центр "Welding Zone" предоставляет услуги по диагностике неисправностей и выполнению срочного ремонта споттеров и аппаратов контактной сварки Telwin, Deca, BlueWeld, Foxweld, Tecna, Cebora, Elektron, Nordberg, GYSPot и других марок. Быстро, качественно и надежно мы устраняем неисправности любой сложности, а также осуществляем сервисное обслуживание оборудования.
Сервисный центр "Welding Zone" предоставляет услуги по диагностике неисправностей и выполнению срочного ремонта споттеров и аппаратов контактной сварки Telwin, Deca, BlueWeld, Foxweld, Tecna, Cebora, Elektron, Nordberg, GYSPot и других марок. Быстро, качественно и надежно мы устраняем неисправности любой сложности, а также осуществляем сервисное обслуживание оборудования.
Цены на ремонт споттеров в Москве:
| Услуги | Срок | Цена |
| Диагностика | 2-3 часа | бесплатно |
| Забор техники в Москве и радиусе 30 км от МКАД | в день обращения | бесплатно |
| Ремонт силовой части споттера | 1-2 дня | от 1700 руб. |
| Ремонт платы управления | 1-2 дня | от 2600 руб. |
| Замена тиристора | 2 дня | от 5700 руб. |
| Ремонт трансформатора | 2 дня | от 4800 руб. |
| Ремонт клещей | 1-2 дня | от 3500 руб. |
Наши преимущества:
6 сервисных центров в Москве, Подмосковье, Ростове-на-Дону
Если ремонт длится более 5 дней, то предоставим подменный аппарат
Забор и доставка сварочной техники
10 квалифицированных инженеров по ремонту
Бесплатная диагностика сварочного оборудования
Ремонт точечной сварки (споттера) в Москве и Подмосковье с гарантией от 60 дней до 1 года!
 Точечная контактная сварка используется для создания неразъемного соединения путем расплавления металла электрическим током в одном или нескольких местах. Она позволяет аккуратно, надежно и с минимальным давлением соединять тонкие детали, незаменима при проведении кузовного ремонта, активно применяется в случаях, когда доступ к свариваемым поверхностям изнутри затруднен.
Точечная контактная сварка используется для создания неразъемного соединения путем расплавления металла электрическим током в одном или нескольких местах. Она позволяет аккуратно, надежно и с минимальным давлением соединять тонкие детали, незаменима при проведении кузовного ремонта, активно применяется в случаях, когда доступ к свариваемым поверхностям изнутри затруднен.
Современные споттеры, включая компактные устройства и мощные крупногабаритные агрегаты с блоком охлаждения, нуждаются в периодической чистке и профилактическом обслуживании. При нестабильном электропитании или ошибках эксплуатации они могут выйти из строя. 
Срочный ремонт споттера в Москве необходим, если:
- аппарат не включается или работает нестабильно;
- постоянно зажигается индикатор перегрева;
- при сваривании прожигается металл;
- не хватает мощности для осуществления сварки.
Каждый заказ, за который мы берёмся, в определённой степени является проверкой и экзаменом для наших сотрудников. Несмотря на многолетний опыт ремонта установок контактной сварки в Москве и в Подмосковье, мы продолжаем открывать для себя что-то новое, так как техника не стоит на месте и производители постоянно совершенствуют свои аппараты.
Вместе с ними совершенствуемся и мы, и пока не было ни одного случая, когда какое-нибудь нововведение от производителя ставило бы в тупик наших мастеров. Благодаря тому, что все они являются профессионалами своего дела - любые новые проблемы, с которыми нам приходится сталкиваться, быстро анализируются и под них подбирается оптимальное решение, что и позволяет нам быть одними из лучших сервисных центров в Москве.



Мы гарантируем высокое качество и минимальные сроки исполнения.
Только благодаря детальному изучению полной картины состояния Вашего аппарата контактной сварки, которая попадает в руки нашим мастерам, можно гарантировать, что после нашего ремонта он опять не выйдет из строя. По этой причине даже при небольших поломках мы проводим полную, глубокую диагностику Вашей техники, поэтому после нашего ремонта Вы сможете ещё долго им пользоваться без повторных эксцессов, особенно если будете следовать выданным нашими мастерами рекомендациям по эксплуатации.
Ремонт аппаратов контактной сварки будет выполнен специалистами нашего сервисного центра на высоком профессиональном уровне и с фирменной гарантией.
Основной деятельностью ООО «ПО «СВАРТЕХ» является производство, ремонт, глубокая модернизация и наладка машин точечной и шовной контактной сварки, а также аппаратуры управления циклом сварки и сварочным током (регуляторов контактной точечной сварки, шовной сварки, тиристорных контакторов). На протяжении многих лет наша компания существенно увеличила объемы поставок запасных частей и комплектующих к машинам контактной сварки. Наличие огромной базы чертежей позволяет изготавливать запасные части к машинам только по названию марки и года выпуска машины, что существенно упрощает задачу поиска запчастей Заказчику. Основными расходными материалами, на ряду с электродами для контактной сварки, являются электрододержатели и хобота сварочной машины, а также гибкие медные шины .
Оборудование для контактной точечной сварки арматуры и кладочной сетки.
Контактная точечная и стыковая сварка арматурных каркасов на сегодняшний день является самым распространенным способом сварки арматурных каркасов и сетки. Поэтому данный тип сварки получил широкое распространение на домостроительных предприятиях по производству железобетонных изделий и кладочной сетки. Машины контактной сварки по сравнению с ручной дуговой сваркой обладают рядом преимуществ: высокой производительностью, низкой себестоимостью и т.д. Для работы на сварочных машинах нет необходимости привлечения высококвалифицированных рабочих.
Контактная сварка стержней арматуры применяется для получения надежного крестообразного неразъемного соединения путем оплавления стержней арматуры. Для получения таких соединений при необходимости сварки плоских каркасов возможно применение стационарных машин контактной сварки , а при необходимости сварки объемных каркасов или каркасов больших габаритов возможно применение подвесных машин контактной сварки со сварочными клещами разного типа.
Для сварки труднодоступных мест и объемных арматурных каркасов предлагаем по выгодным ценам сварочные клещи КТП 8-6 , КТП 8-7 , КТП8-1 к подвесным машинам контактной сварки типа МТП-1110 , МТП-1111 . Данные клещи дополнительно могут быть укомплектованы токоведущими кабелями.
С помощью применения инновационных технологий, с использованием современной элементной базы проверенных поставщиков и производителей нашей компании удалось сократить до минимума себестоимость выпускаемой продукции, повысить ее качество и срок эксплуатации Наши инженеры разработчики постоянно ведут работы по усовершенствованию и модернизации выпускаемой сварочной техники. Так опыт эксплуатации тиристорных оптронов ТО-125, устанавливаемых в платы управления тиристорных контакторов КТ-07М и КТ-11М показал ненадежность их работы и частый выход из строя. Было принято решение заменить ТО-125 на импульсный трансформатор, надежность работы которого не вызывает сомнение. Постоянный контроль и анализ причин поломок сварочной техники дает возможность нашей компании выпускать оборудование с очень низким процентом отказов.
Мы гарантируем: качественную сборку, своевременную поставку, полное техническое сопровождение при наладке и эксплуатации, гарантийное и постгарантийное обслуживание.
В России и ближнем зарубежье существует огромное количество машин точечной контактной сварки с морально устаревшими электрической (регуляторы цикла сварки, тиристорные контакторы) и пневматической частями (пневмопривода, пневмоклапана, блоки подготовки воздуха) нуждающимися в ремонте или модернизации. Наши специалисты обладают многолетним опытом модернизации и ремонта машин подобного класса.
Ремонт
Современная промышленность активно использует в своем производстве сварочное оборудование самого разного вида от простых машин с ножным приводом до роботизированных сварочных комплексов. Разные принципы сварки (переменным током, выпрямленным током, током низкой частоты), разные габариты (от небольших машин до огромных автоматический линий по сварке арматурных сеток), разные способы сварки не способны обеспечить работу оборудования без технического обслуживания и ремонта.
Сварочное оборудование относится к категории высокой степени износа составляющих частей машины. Воздействие высоких температур в зоне сварки, электромагнитных полей, перепады температур во время работы, нестабильность питающего напряжения, низкое качество воздуха пневмосистемы и многие другие факторы приводят к тому, что даже прочные и надежные узлы и материалы могут прийти в непригодность к дальнейшей эксплуатации машины. Для устранения возможных последствий негативного воздействия на оборудование необходимо производить плановые обслуживание и при необходимости ремонт машин контактной сварки.
Со временем под воздействием больших токов и температур происходит сгорание токоведущих частей, также может происходить окисление токоведущих частей машины, что приводит к снижению сварочного тока в деталях и лишней нагрузки на трансформатор и питающую сеть. Дальнейшая эксплуатация машины может привести к сгоранию сварочного трансформатора и соответственно к последующему дорогостоящему ремонту.
Сервисный центр ООО «ПО «СВАРТЕХ» выполняет ремонт сварочного оборудования, машин точечной и шовной контактной сварки, аппаратуры управления машинами точечной контактной сварки (регуляторов контактной сварки, тиристорных контакторов), инверторных сварочных аппаратов, сварочных полуавтоматов и т.д. Наша компания обладает прекрасным ремонтным оборудованием и высококвалифицированными исполнителями, что позволяет проводить ремонт сварочного оборудования в кратчайшие сроки при любой сложности поломки. Наличие выездной бригады наладчиков позволяет производить ремонт за пределами Санкт-Петербурга.
Обслуживание
Техническое обслуживание машин контактной сварки проводится с целью поддержания работоспособного состояния сварочного оборудования и дополнительного оборудования в процессе эксплуатации путем периодического проведения технического осмотра и дополнительных работ. Целью обслуживания является предотвращение возможных поломок оборудования. Понятно, что экономически намного выгоднее избежать возможный выход из строя оборудования, чем его дальнейший ремонт. Выход из строя сварочной техники может остановить дальнейший процесс сборки изделий, и стоимость простоя оборудования может в десятки раз превысить стоимость вовремя проведенных работ по обслуживанию сварочной техники.
Техническое обслуживание включает в себя выполнение работ по внешнему осмотру и проверке работоспособности всех узлов машин точечной контактной сварки и сварочных аппаратов, выполнение профилактических работ (замена расходных материалов), выявлению изношенных деталей и деталей, нуждающихся в скорой замене.
Работа, проводимая при техническом обслуживании сварочного оборудования, направлена на своевременное предотвращение возможной поломки, и, следовательно, выпадения сварочного оборудования из производственного процесса. Как правило, многие неисправности можно диагностировать на раннем этапе их возникновения, что существенно экономит затраты на ремонт сварочного оборудования.
При обслуживании машин точечной контактной сварки проверяется работоспособность регулятора контактной сварки, тиристорного контактора и пневмооборудования. Машина проверяется на герметичность пнемосистемы и системы охлаждения. В случае необходимости производится необходимой ремонт, даются рекомендации по дальнейшей эксплуатации контактной сварки.
Модернизация
Нашими специалистами за годы работы накоплен богатейший опыт в модернизации старых машин точечной контактной сварки. После модернизации заказчик получает машину, оснащенную современным пневмоприводном и аппаратурой управления циклом сварки.
В ходе модернизации машин точечной контактной сварки, как правило, производится замена регулятора контактной сварки, тиристорного контактора и производится модернизация пневмопривода (замена пневмоклапанов, блока подготовки сжатого воздуха, пневмотрубок, фитингов и т.д.).
При модернизации машины точечной контактной сварки производится анализ технического состояния машины, по результатам которого составляется проект модернизации, учитывающий реальные задачи сварочной машины и пожелания заказчика.
В результате машина, прошедшая модернизацию будет иметь набор функциональных возможностей в строгом соответствии с пожеланиями и задачами заказчика.
Эксплуатация машин контактной сварки включает в себя ежедневное наблюдение рабочим-сварщиком за нормальной ее работой в процессе сварки и уход за механизмами и электрооборудованием, выполняемый наладчиками, электриками, механиками.
Перед сваркой и запуском машины в работу наладчик проверяет состояние электродов, ход и подвижность электродов, наличие смазочного материала в лубрикаторе, ход верхнего электрода.
Проверяется в соответствии с технологией требуемое усилие сжатия по манометру, напряжение холостого хода, время сварки.
Путем пробных сварок устанавливается качество соединения на внешний вид и на прочность.
Кроме настройки машины перед рабочей сменой наладчик проводит ежедневный профилактический осмотр и контроль работы машины по следующим позициям:
механическая часть : проверка герметичности пневматических и гидравлических систем, проверка отсутствия шума и нагрева трущихся и вращающихся частей;
электрическая часть : проверка нагрева вторичного контура, осмотр трансформатора и проверка проходимости системы водяного охлаждения, осмотр аппаратуры управления и включающих устройств, проверка работы контакторов, электродвигателей и электропневматических клапанов.
Наладчики сварочных машин должны быть аттестованы в соответствии с действующими на предприятии требованиями.
Нормы обслуживания наладчиком сварочного оборудования устанавливаются предприятием с учетом типа оборудования, условий его работы и ответственности свариваемых изделий.
При сварке изделий группы А рекомендуются следующие нормы обслуживания машин одним наладчиком: 10 стандартных машин (типа МТП, МШП, МТ, МШ), или пять сложных машин (МТК, МТВ, МШВ), или две многоточечные машины - по 25 пар электродов на каждой машине.
При достаточно большом числе сварочных машин на предприятии возможны две организационные формы наладки - либо через отдел главного энергетика, либо через специальные цеха ремонта и наладки, когда в специализированном цеху все работы, связанные с обслуживанием и ремонтом оборудования , выполняют специалисты, достаточно компетентные как в вопросах сварочного оборудования (его механической и электрической частей), так и в технологии сварки. В этом случае группы наладки имеют изолированные помещения и склады, в которых сосредоточены необходимые оборудование, аппаратура, электромонтажные столы и стенды, слесарные верстаки, электроизмерительные приборы.
Группа наладки и ремонта работает по нарядам-заказам и по вызову сварщика в аварийных ситуациях. При этом наладчик отвечает за технологическую наладку машины, механик - за механическую часть, а энергетик - за пневматическую, гидравлическую и электрическую части.
Особое внимание при наладке обращается на смазывание подвижных частей. Скользящие направляющие ползуна и подвижной плиты регулярно смазывают через шариковые клапаны тавотницами. Ползуны с роликовыми направляющими смазывают техническим вазелином.
В редукторы привода вращения роликов заливают машинное масло. Открытые зубчатые передачи смазывают тавотом или техническим вазелином. В лубрикаторы заливают техническое касторовое масло или турбинное. Другие масла применять не следует, так как они могут вызвать разбухание и выход из строя резиновых манжет и уплотнений. Лубрикатор регулируют так, чтобы на каждые 10 ходов привода сжатия приходилась одна капля масла.
Внутрь пневмоцилиндра, поверх поршня рекомендуется заливать до 100 г технического касторового или турбинного масла.
Скользящие токопередающие контакты шовных машин не реже 1 раза в смену смазывают касторовой смазкой с белым чешуйчатым графитом в соотношении 30 % чистого графита марки А и 70 % касторового масла первого сорта.
Для смазывания скользящих контактов эффективно использовать электропроводную смазку Эсвол, которая имеет большую эксплуатационную долговечность.
Для обеспечения стабильно низкого сопротивления вторичного контура необходимо систематически контролировать величину сопротивления вторичного контура микроомметром Ф-415. Отклонение от паспортных данных может составлять не более 20 %. При больших отклонениях измеряют сопротивление всех подвижных и неподвижных контактов вторичного контура.
Нормальное сопротивление неподвижных контактов не должно превышать 2 мкОм, подвижных - 4 мкОм. В случае превышения этих сопротивлений контактные соединения разбирают, тщательно зачищают, собирают и надежно стягивают.
Основной задачей обслуживания сварочных машин является поддержание их работоспособности и стабильности воспроизведения заданных режимов сварки в течение всего амортизационного срока (10 лет).
Принятая на предприятиях система планово-предупредительных ремонтов (ППР) включает в себя проведение плановых осмотров и ремонтов (малого, среднего, капитального). Работы по ППР ведутся по заранее составленному плану, с учетом типа и условий работы оборудования.
При аварийных ситуациях производятся внеплановые работы.
- Каждые 3 месяца проверяйте, не ослаблены ли винтовые соединения и не отходят ли провода. При обнаружении проблемы сразу же устраните ее.
- Регулярно проверяйте газовую трубку и трубку охлаждения на предмет протечек. Устраните проблему при обнаружении.
- Вовремя доливайте масло в разбрызгиватель (подходит масло для швейной машины.)
- Добавляйте смазку в цилиндр и скользящую втулку каждые две недели.
- Содержите машины контактной сварки в чистоте, особенно сварочную платформу.
Обычные неполадки и способы их устранения
|
Проблема |
Способы устранения |
|
|
Не горит лампочка питания или не вращается вентилятор |
|
|
|
После запуска машины точечной сварки и нажатия кнопки сварки ничего не происходит. |
|
|
|
После нажатия переключателя сварки машина контактной точечной сварки начинает работать, но нет сварочного тока. |
|
|
|
Слабая точечная сварка |
|
|
|
Сварочный ток не регулируется либо слишком сильный |
|
|
Схема электрических соединений
调 регулировка
焊 сварка
Электрическая схема DNB- 40A (63A)
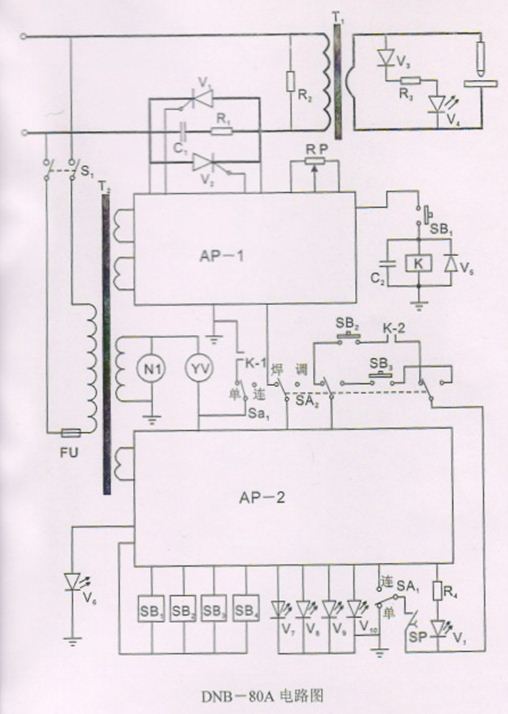
DNB-80A 电路图
Электрическая схема DNB-80A
Таблица элементов
|
Номер позиции |
Название или тип |
Количество |
Примечание |
Модификация |
|
|
Основной трансформатор |
По спецзаказу |
||||
|
Управляющий трансформатор |
|||||
|
Плата торможения |
По спецзаказу |
||||
|
Программная плата |
По спецзаказу |
||||
|
Кремний управления 200A/1600V |
По спецзаказу |
||||
|
Лампочка программного индикатора |
|||||
|
Индикатор питанияφ5 luminotron |
|||||
|
Лампочка индикатора охлаждения φ5 luminotron |
|||||
|
Предохранитель φ6X30/0.75A |
|||||
|
Резистор RJ-2W-15Ω |
|||||
|
Резистор RJ-100W-100Ω |
Серийный |
||||
|
Резистор RJ-0.3W-100Ω |
|||||
|
Резистор RJ-0.3W-620Ω |
|||||
|
Потенциаломер WX-Ⅲ-2W-4.7Ω |
|||||
|
Конденсатор CL-630V-0.47 |
|||||
|
Конденсатор CL-100V-0.47 |
|||||
|
Реле JQX-13F |
|||||
|
Сетевой выключатель LA18 |
|||||
|
Пневматический переключатель |
По спецзаказу |
||||
|
Переключатель сварки |
По спецзаказу |
||||
|
Шаговый переключатель |
|||||
|
Переключатель единичной/непрерывной сварки KN32 |
|||||
|
Переключатель подготовка/сварка |
|||||
|
Переключатель давления воды KSI-2 |
|||||
|
Электромагнитный клапан с двумя режимами, совместимый с 220В |
|||||
|
Вентилятор 200FYZ-D |
Комплектация
Машина: 1 шт.
Электрод: 3 шт.
Три части воздушной системы (фильтр, регулировка давления и распыление) 1 шт.
Предохранитель Φ6*30/0.75A 2 шт.
Инструкция (одна копия регистрируется, вторая для операторов) 2 экземпляра.









